




XT-S Модель встроенной машины FFG
Блок фидера: Давление-Свободный прибор ведущей кромки бумажный питаясь, Точная подача бумаги без давления 、 Регулярный боковой ритм
Просмотры:
1000
Ключевые слова
Детали
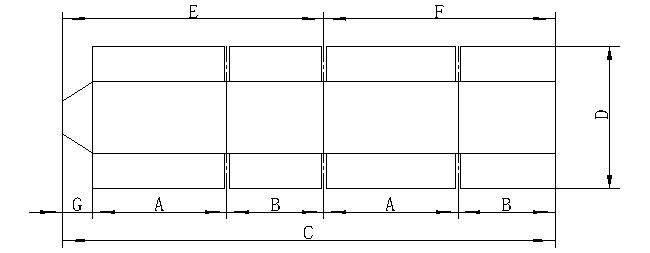
Приложение: Иллюстрация единиц машины

Детали продукта:Флексографская папка склеиватель
Основные технические параметры
| Пункт |
Единица |
Стиль |
| Верхняя скорость |
Мм |
300 об/мин |
| Максимум. Размер листа |
Мм |
1270 × 2500 |
| Максимум. Размер печати |
Мм |
1200 × 2400 |
| Пропустить размер подачи |
Мм |
1450 × 2400 |
| Мин. Ширина доски |
Мм |
320 |
| Толщина плиты печатания |
Мм |
7,2 |
| Точность печатания |
Мм |
4 цвета ± 0,5 |
| Прорезать точность |
Мм |
± 1,5 |
| Мин. прорези интервал |
Мм |
280X80X280X80 |
1. Устройство подачи:
Давлени-Свободный прибор ведущей кромки бумажный питаясь
Точная подача бумаги без давления 、 Регулярный боковой ритм
Независимая коробка передачи адсорбцией
Множественное исключение электростатической щетки 、 улучшенная система удаления пыли всасывания
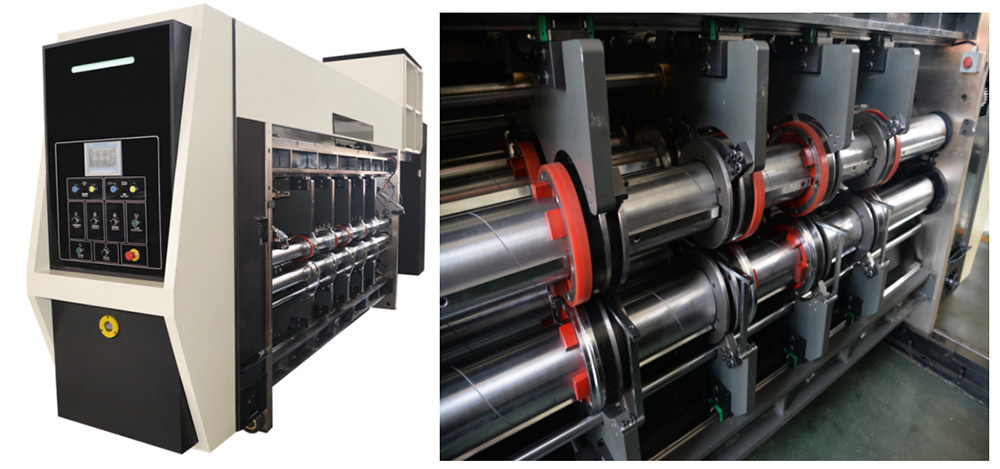
2 、 Блок печати:
На-индийский вакуумный адсорбционный перенос
Четыре группы керамических роликов со скребковой системой
Система замены ролика Анилокс быстрая
Чернила-экономия циркуляции быстрой очистки системы
3 、 Формовочный блок:
«Улучшенное» литье с несколькими углублениями
Колесо с большим повреждением, колесо с предварительным прессованием 、 Система формирования колес с большой напорной линией
Прецизионная система линейных направляющих рельсов
4 、 Прорезной блок:
«Одноместный» передний и задний нож коаксиального типа
Роликовая система Double Line 、 Средний нож подвижного типа
Прецизионная система линейных направляющих рельсов
5 、 Блок высечки:
Дифференциальная система компенсации
Усиленные резиновые прокладки шлифовальные системы
6 、 Блок разборки:
Структура утилизации отходов «Тип установки»
Бумажный соединяясь рычаг и верхний отжимая компьютер колеса регулируют поперечную мовинг систему
Вакуумная адсорбционная ременная передача, вспомогательная система направляющего колеса
Фен для волос, щетка, фен высокого давления, система очистки щеток
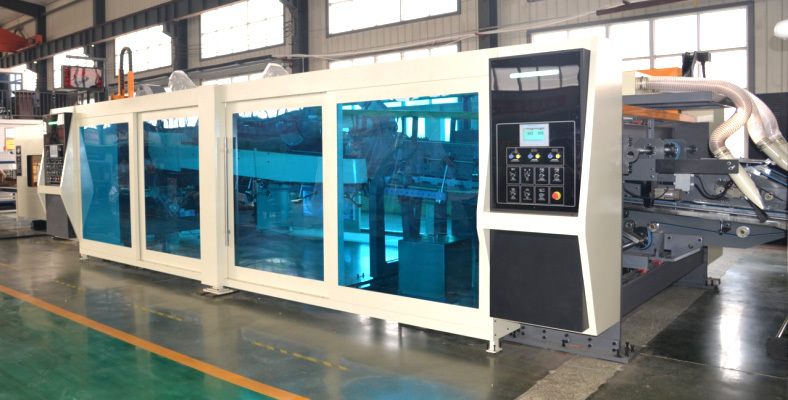
7 、 Складывание и склеивание коробки машины
(1) Блок пасты подачи бумаги:
Передача захвата ремня вверх и вниз
Регулируемая коробка с резиновым покрытием
Система пыли Мульти-трубопровода дуя
Зазор направляющего шкива подачи регулируется электроприводом.
(2) Складной блок:
«Вниз складывая» коробка луча складывая, помощь адсорбцией вакуума
Высокопрочная балка, прецизионная поперечная система линейных направляющих
Промежуточная опора, прецизионная система линейных направляющих
Эластичная система направляющих роликов, пневматическое управление зазором
Ремень имеет форму с обеих сторон, и ремень передается и контролируется с помощью преобразования частоты.
Складной и формовочный направляющий шкив, сегментированная система регулировки
Двусторонняя система выпрямления адсорбционной ленты
(3) стог считая блок:
Коллекция «Вверх и вниз»
Мульти-сервопривод, высокоскоростная система сбора
Уберите коробку, высокоскоростной сбор счета
Транспортер платформы сервоуправление ременной передачи
Поперечное электрическое смещение выходной части
СИСТЕМА КОМПЬЮТЕРНОГО УПРАВЛЕНИЯ
| НЕТ |
Дизайн позиции |
Описание |
Замечание |
| 1 |
ЕГО |
Интегрированный компьютер взаимодействует с каждым разделом. |
|
| Настройка заказа, сохранение и отзыв |
|
||
| Ввод номера заказа, например ABC123, максимальное количество заказа 3000 |
|
||
| Калибровка/корректировка даты. |
|
||
| Сигнализация неисправности теле-связи и сброс. |
|
||
| 2 |
Функциональные кнопки |
Управление вручную с помощью доступных кнопок. |
|
| 3 |
Пульт дистанционного управления |
Дистанционное управление для отладки сбоев |
|
Подавая блок

| НЕТ |
Дизайн позиции |
Описание |
Замечание |
| 1 |
Муфта машины |
Машина электрического контроля оборудована с сигналом тревоги муфты и непрерывным сигналом тревоги для обеспечения безопасности работников. |
|
| Приводной вал с фрикционной муфтой, чтобы избежать неправильной работы и повредить машину. |
|
||
| Устройство блокировки давления воздуха обеспечивает стабильную работу машины. |
|
||
| Главный мотор принимает мотор преобразования частоты, управление преобразования частоты, энергосберегающее, ровное начало, с прибором предохранения от начала мотора. |
|
||
| 2 |
Система нового сервопривода ведущая едгефединг (исключительный продукт патента) |
Всасывающая вспомогательная подача бумаги, вентилятор 11 кВт, с использованием управления преобразованием частоты, в соответствии с различными условиями изгиба картона, регулировка объема воздуха для обеспечения плавной подачи бумаги. |
|
| Машина оборудована с переключателем управления цепью в конце для того чтобы контролировать питаться аварийной остановки бумажный. |
По ручному |
||
| Бумажная питаясь система с новым роликом ведущей кромки сервопривода может значительно улучшить сопротивление давления обрабатываемого папербоард. |
|
||
| Зазор передней перегородки принимает регулировку сервопривода, зазор точен. |
|
||
| Положение бортовой перегородки отрегулировано электрической и численной установкой, и переключатель предела значения и предела установлены программой. |
|
||
| Боковая перегородка установлена на стороне деятельности, управляемой воздушным давлением, и частота штранг-прессования может быть установлена временем. |
|
||
| Положение задней коробки передач отрегулировано согласно настройкам ширины папербоард, электрических и численных. Предельное значение запрограммировано, а концевой выключатель представляет собой двойное защитное устройство. Высота задней коробки передач регулируется электродвигателем. Оборудованный с прибором слоя ролика для уменьшения веса верхнего отставания папербоард. Оснащен вспомогательным опорным роликом для предотвращения провисания широкой доски. |
|
||
| Прибор подачи листа (питание непрерывных или листа можно выбрать согласно потребности). |
|
||
| Бумажный счетчик, настройка, отображение количества продукции. |
|
||
| 3 |
Устройство удаления пыли |
Верхний вентилятор всасывания использован в бумажной питаясь части, и электростатическая щетка установлена в отверстие всасывания, которое может извлечь примеси на напечатанной поверхности папербоард и улучшить качество печатания. |
|
|
|
|
||
| 4 |
Ролик подачи бумаги |
Внешний диаметр верхнего ролика 144 мм. |
Опция |
| Колесо верхнего ролика питаясь обернуто с износоустойчивой резиной, и баланс исправлен. |
|
||
| Наружный диаметр более низкого хромия ролика 156 мм выбивая покрывая трудного, и балансирует коррекцию. |
|
||
| Зазор питаясь ролика отрегулирован мотором сервопривода, ряд регулировки 0-12 мм, и предельное значение установлено программой. |
|
||
| 5 |
Устройство автоматического возврата к нулю |
Бумажный питаясь раздел, раздел печатания, прорезая раздел электрический автоматический нул. |
|
| Общую коробку используя автоматическое возвращение к зеро прибору, печатая 2 можно отрегулировать к правильному положению, уменьшает отход картона. |
|
Блок печати-Top Print/Вакуумный перенос

| НЕТ |
Дизайн позиции |
Описание |
Замечание |
| 1 |
Печать Рулон (рулон пластины)
|
Внешний диаметр ¢ 406 ㎜ |
|
| Шлифование поверхности стальных труб, твердое хромирование |
|
||
| Сделайте коррекцию баланса, работает плавно |
|
||
| Собственн-запирать тип вьюрки трением |
|
||
| Полная версия слота, подходящая для подвесной пластины 10 мм × 3 мм. |
|
||
| Нагружающ и разгружающ плиту печатания, положительный и отрицательный электрическим управлением ножного переключателя |
|
||
| Функция сброса версии протрите, версия WIPE перед положением печати памяти компьютера, версия протрите после автоматического сброса |
|
||
| Версия поперечной серворегулировки крена, регулировка всего 10 мм |
|
||
| Фаза ролика печатной формы регулируется сервоприводом, так что положение является точным, а время сохраняется |
|
||
| Соединение расширительной втулки без ключа с фазовым приводом |
|
||
| 2 |
Ролик печатного станка |
Весь процесс переноса адсорбцией вакуума, бумажного питания ровного |
|
| Шлифование поверхности стальных труб, твердое хромирование |
|
||
| Сделайте коррекцию баланса, работает плавно |
|
||
| Зазор пресс-ролика печатного сильфона регулируется сервоприводом, цифровой дисплей, диапазон регулировки 0-12 мм, предельное значение программируется, а концевой выключатель-двойное защитное устройство. |
|
||
| Бумага особенного трудного керамического колеса питаясь, длинный срок службы, обеспечить точность передачи картона |
|
||
| Напорный клапан всасывания принимает пневматическое управление |
|
||
| Транспортеру всасывания не нужно установить плиту печатания прокладки в блок не-печатания для уменьшения времени загрузки плиты |
|
||
| 3 |
Керамический ролик Анилокс |
Внешний диаметр ¢ 228 ㎜ |
|
| Принять систему быстрой смены рулона |
|
||
| С регулировкой сервопривода зазора ролика плиты печатания |
|
||
| С бумажным питаясь подъемным устройством системы пневматическим автоматическим. При кормлении анилоксовый ролик падает в Контакты с печатной формой. Питаясь стопы, ролик анилокс поднимает и отделяет от плиты печатания |
|
||
| Ролик Анилокс с типа клин обгоняя муфтой, даже чернилами, чернилами мытья когда удобный и быстрый |
|
||
| Чем стальной ролик отлично печатает, износостойкий, долгий срок службы |
|
||
| Автоматический режим чернил останавливается/начинается с состояния движущейся бумаги, а чернила каждого печатающего блока запускаются/останавливаются автоматически с движущейся бумагой. |
|
||
| 4 |
Механизм регулировки фазы |
Структура планетарной шестерни, участок регулировки мотора сервопривода. |
|
| 5 |
Циркуляция чернил |
Пневматический двойной мембранный насос, стабильная подача чернил, простота в эксплуатации и обслуживании |
|
| Экран фильтра чернил, примеси фильтра |
|||
| Оборудованный с быстрой системой чистки, сохраняя расход воды |
Формировать блок
| НЕТ |
Дизайн позиции |
Описание |
Замечание |
| 1 |
«Улучшенное» литье с несколькими вмятинами, колесо с большими повреждениями, колесо предварительного прессования, система формования колес с большой линией давления |
|
|
| 2 |
Прецизионная линейная направляющая синхронная связь седла линии с несколькими прижимами принимает регулировку сервопривода, предельное значение настройки программы и устройство двойной защиты концевого выключателя |
|
|
| 3 |
Шпулька: диаметр вала 164 мм, с использованием обработки кондиционирования углеродистой стали, шлифования поверхности, твердого хромирования, плавного перемещения, повышения жесткости, разрушительной силы |
|
|
| 4 |
Зазор линии подпрессовки регулируется сервоприводом, а предельное значение и предельное устройство устанавливаются программой. |
|
|
Прорезать блок-один блок
| НЕТ |
Дизайн позиции |
Описание |
Замечание |
| 1 |
Регулировка рычажного ножа |
Синхронная связь прорезать интервал прорезать основание инструмента, пре-отжимая колесо и линия отжимая колесо принимает регулировку сервопривода, предельное значение установлено программой и переключатель предела двойное защитное приспособление |
|
| 2 |
Шлицевой вал |
Диаметр вала составляет 164 мм, с использованием закалки и отпуска углеродистой стали, шлифования поверхности, твердого хромирования, плавного перемещения. Средний нож подвижен, а между каждым основанием ножа с прорезями установлено устройство защиты ограниченного положения. Зазор между прорезанной режущей головкой и нижним резцом регулируется сервоприводом, а предельное значение и предельное устройство программируются. |
|
| Ширина долбежной фрезы 7 мм. |
|
||
| Легированная сталь после термической обработки шлифовальный зубчатый прорезной резак, твердость и прочность являются хорошими |
|
||
| Прорезать участок принимает структуру планетарной шестерни, регулировку сервопривода, точное располагать и сохраняет время, соединение рукава расширения шестерни передачи участка свободное от ключ |
|
||
| Высота коробки регулируется сервоприводом. |
|
||
| 3 |
Золотниковый пресс |
Двойная линия давления, диаметр вала is¢ 110mm |
|
| Креасинг зазор колеса Регулировка сервопривода, предельное значение программы установленное и прибор двойной защиты переключателя предела |
|

| НЕТ |
Дизайн позиции |
Описание |
Замечание |
| 1 |
Инструмент умирает крен (более низкий крен) |
Наружный диаметр 371,2 мм (без резца умирает) и принимает привод независимого сервопривода |
|
| Шлифование поверхности, твердое хромирование, коррекция баланса, повышенная стабильность работы |
|
||
| Регулировка сервопривода фазы высечки с числовыми настройками, точное позиционирование для экономии времени |
|
||
| Инструмент умирает фиксированный винт расстояние между отверстиями 500 ‖ × 500 ㎜ |
|
||
| Подходит для высоты инструмента 25,4 ㎜ |
|
||
| Горизонтальная регулировка ножа Плашк-вырезывания, регулировка сервопривода, ряд контроля 20 мм |
|
||
| Центр ролика матрицы выгравирован с центральной линией, так, что шаблон можно установить удобно |
|
||
| Нож Плашк-вырезывания умирает ролик с гнездом потока, для предотвращения повреждения к фиксированному отверстию винта |
|
||
| 2 |
Резиновая прокладка рулона (верхний рулон) |
Внешний диаметр is¢ 388,9 ㎜ |
|
| Поверхностное шлифование, твердое хромирование |
|
||
| Коррекция баланса для повышения операционной стабильности |
|
||
| Толщина подушечки 8 мм (внешний диаметр 404,9 мм), ширина 250 мм |
|
||
| Резиновый валик поперечный 60 мм для плавания |
|
||
| Зазор между резцом и роликом матрицы регулируется сервоприводом, предельное значение устанавливается программой, а концевой выключатель-двойным защитным устройством. |
|
||
| 3 |
Ролик подачи бумаги |
Верхний и нижний крен: наружный диаметр ¢ 110 ㎜ труба толстой стены стальная, стальное бумажное кольцо, бумажное кольцо используя шкаф располагая быструю регулировку. |
|
| Зазор бумажного питаясь ролика отрегулирован сервоприводом, и предельное значение установлено программой |
|
||
| 4 |
Выход макулатуры |
Нижняя часть блока оборудована с прибором выхода макулатуры для того чтобы облегчить удаление отхода |
|
Блок слома
| НЕТ |
Дизайн позиции |
Описание |
Замечание |
| 1 |
Она принимает «тип» структуру ненужной чистки блока, 4 группы в составе бумажная соединяясь рука и верхнее отжимая колесо принимает сервопривод для того чтобы отрегулировать поперечное положение, тип передачу адсорбцией вакуума пояса и систему вспомогательного направляющего колеса |
|
|
| 2 |
Зазор бумажного направляющего колеса регулируется сервоприводом. |
|
|
| 3 |
Шесть трубопроводов дует щетка восемь высокого давления дует форсунки щетки системы очистки |
|
|
| 4 |
Выход макулатуры |
Устройство оснащено устройством вывода макулатуры ниже для легкой очистки отходов. |
|
ПАПКА КЛЕЙ ВСТРОЕННЫЙ
| НЕТ |
Дизайн позиции |
Описание |
Замечание |
| 1 |
Блок фидера |
На входе для бумаги используются два независимых двигателя для регулировки зазора между ремнями подачи бумаги, а размер зазора измеряется электронной линейкой. |
|
| Верхние и нижние ремни используются для зажима и транспортировки. |
|
||
| Положение перемещения клеевого колеса влево и вправо регулируется линейной направляющей скольжения и электрической регулировкой прецизионного винта. |
|
||
| Независимый клея цилиндр, с преданным медным насосом клея используемым для клеить |
|
||
| Конструкция коробки для клея проста и надежна, ее легко чистить. Склеивающий круг изготовлен из нержавеющей стали, что обеспечивает длительное использование. Колесо клея оборудовано с отдельным источником питания для обеспечения что оно может продолжать работать равномерно во время выключения |
|
||
| На передней части есть несколько воздуховодов для очистки отходов, образующихся в коробке. |
|
||
| 2 |
Складная секция |
Принятие усиленных и удлиненных стальных балок для обеспечения эксплуатационной стабильности с сегментированной системой регулировки |
|
| Верхняя конвейерная лента складывая части принимает эластичную систему ролика давления, и ролики давления оборудованы с приборами предела и могут отрегулировать размер зазора между каждым роликом давления и более низкой конвейерной лентой отдельно для обеспечения точный бумажный питаться |
|
||
| Верхняя конвейерная лента складывая части принимает пневматическую систему управления зазора, и средняя верхняя конвейерная лента принимает двойной цилиндр, с одной установкой щелчка зазоров для различных толщин картона |
|
||
| Задняя часть складывая раздела принимает пояс адсорбцией вакуума для того чтобы транспортировать картон вперед для предотвращения картона от смещать и причинять ссиссор ошибку |
|
||
| Нижняя часть складывая части оборудована с эластичным прибором прижимной плиты, который автоматически приспосабливается к различной толщине картона |
|
||
| Задняя часть складывая раздела оборудована с более низким дифференциальным поясом и прибором адсорбции вакуума для того чтобы адсорбировать картон для предотвращения смещать. Скорость выше, чем у верхнего складного ремня, а сила трения нижнего дифференциального ремня, протирающего вперед, отменяет сопротивление, создаваемое складным картоном, сводя к минимуму разницу в ножниц. |
|
||
| Задняя часть складывающейся секции формируется с помощью формирования башенных колес на протяжении всего процесса. Переднее формируя колесо имеет отдельную силу отрегулировать ширину линии складывания, и заднее формируя колесо также имеет отдельную силу дальше отрегулировать ширину линии складывания в конце бумажного выхода, делая процесс картона складывая точным и контроллабле, обеспечивающ восхитительную форму сформированной картонной коробки |
|
||
| Складная перекладина электрически отрегулирована для перемещения влево и вправо, при этом три передних и задних винта соединены для обеспечения плавной регулировки. |
|
||
| Главная сила принимает мотор регулировки скорости переменной частоты, который синхронизирован с печатной машиной для обеспечения ровного транспорта картона |
|
||
| Основная передача использует импортные синхронные ремни с точной передачей и низким уровнем шума |
|
||
| 3 |
Отдел укладки и подсчета |
Используя светоэлектрический считать переключателя, 5 наборов моторов сервопривода соединены и проконтролированы для того чтобы достигнуть точной считая и штабелируя функции выхода под высокоскоростной деятельностью, с точным и надежным дозировать и низкой силой удара |
|
| Заднюю панель можно электрически отрегулировать по ширине картона. |
|
||
| В мобильных компонентах используются высокопроизводительные линейные направляющие, которые стабильны и надежны. |
|
||
| Оборудованный с бумажным прибором выхода и давления, высота компьютерн-отрегулирована согласно толщине штабелированных картонных коробок для обеспечения что картон выхода не наклоняет |
|
||
| Счетный отдел может двигаться влево и вправо в целом, чтобы картонная коробка всегда попадала в середину машины. |
|
||
| Устройство давления сильного ветра предотвращает скручивание сложенного картона, а направление ветра регулируется, чтобы обеспечить аккуратную укладку сформированных картонных коробок. |
|
||
| Высокочастотный формовочно-нарезной механизм выполняет окончательную коррекцию сложенной картонной коробки. |
|
||
| Пояс выхода оборудован с бумажным отжимая вспомогательным прибором колеса над им, и зазор электрически отрегулирован |
|
Коробка передач
| НЕТ |
Дизайн позиции |
Описание |
Замечание |
| 1 |
Главная передача передач |
Материал: легированная сталь 20CrMnTi, оббуризованная и закаленная, измельченная и обработанная |
|
| Шесть уровней точности, плавная работа, низкий уровень шума, твердость HRC58-62, длительный срок службы, в основном отсутствие износа в течение 10 лет, можно добиться долгосрочного выравнивания печати |
|
||
| Благодаря использованию соединительных колец без ключа вал и шестерня могут быть легко соединены без зазоров во время использования с большим крутящим моментом. Установка и обслуживание более удобны, а долгосрочная точность передачи может быть высокой, чтобы обеспечить выравнивание печати |
|
||
| 2 |
Отдел компьютерного управления
|
Больше чем 90% из электроприборов используемых в всей машине от интернационально известных брендов |
|
| Регулировка размера машины: введите размер заказа напрямую (или вызовите исходный сохраненный размер заказа на компьютер) и выполните настройку. Машина автоматически отрегулирует размер каждой детали. Можно хранить 999 часто используемых заказов |
|
||
| Машина вычеркивая, стирая память, и функция пресет: Печатание, прорезать, и участок плашк-вырезывания вычеркивая и пресеттинг может сделать печатание, прорезать, и чернила плашк-вырезывания на первом картоне, регулирует второй картон на месте, и компенсирует ошибки во время деятельности |
|
||
| Функция автоматического нанесения краски, первый и последний картон четко нанесены чернила |
|
||
| Горизонтальная регулировка КНК резца слота: Резец слота автоматически совмещает с бумажным питаясь дефлектором, и может быть отрегулирован с или без утески, автоматически регулируя бумажный питаясь дефлектор к соотвествующему положению |
|
||
| Конструкция параметров калибровки машины: можно откалибровать параметры эталона для простоты обслуживания и отладки |
|
||
| Автоматическая защита: реальный мониторинг и защита ножа от столкновений для бокового и фазного щелевого ножа; Нож в конструкции канавки, в процессе обнуления и автоматической регулировки, нож входит в канавку, которая может защитить верхний и нижний ножи от плавного входа в канавку после регулировки и защитить ножи |
|
||
| Дизайн программы блока для всего печатания машины, прорезать, и плашк-вырезывания; Сигнал тревоги недостатка чернил; Мулти управление деятельности пункта |
|
||
| Скорость производства 60, 80, 100, 120, круиз-контроль |
|
||
| Уникальный взаимо-лист пре питаясь функция |
|
||
| Зазоры между различными частями можно отрегулировать путем вводить численные значения, с точностью 0,1 мм |
|
||
| Интерфейс человеческ-машины каждого блока, регулировка деятельности экрана касания |
|
||
| Держатель ведра для чернил на рабочей стороне печатающего устройства изготовлен из нержавеющей стали, что удобно для очистки пятен от чернил. |
|
||
| Каждая группа коробок передач оснащена автоматической системой смазки баллончика для обеспечения срока службы трансмиссии. |
|
Предыдущий:
Далее:
ЗАПРОС





Горячая линия обслуживания
Телефон
Электронная почта

Мобильная версия кода сканирования